

En matière de dessin industriel et bureau d'étude, il est nécessaire de connaitre quelques règles sur la plasturgie.
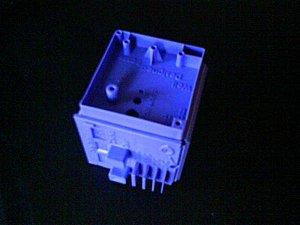
Alors, cet article est consacré au Cube de Protomold ou comment ne pas passer à coté d'un support pour la conception des pièces en plasturgie.
Ce cube est un échantillon conçu pour montrer les différents options ou finition de surface disponibles.
Des bossages épais peuvent causer des marques de retassure de l'autre côté de la pièce
Des lignes de soudure peuvent se former en aval des trous débouchants
Les sections plus minces peuvent ne pas se remplir et causer des défauts de surface
Les sections plus épaisses peuvent présenter des marques de retassure, présenter des vides ou causer des gauchissements.
Des nervures épaisses peuvent causer des marques de retassure de l'autre coté de la pièce
Finition de surface:
SPI-A : Poli élevé, aucune trace d'outil (approprié à de nombreuses applications mais non pas à une imagerie de précision.
SPI-B1 : Finition avec un papier abrasif de grade 600 ; aucune trace d'outil
SPI-C1 : Finition avec une pierre abrasif de grade 600 ; aucune trace d'outil
PM-F0 : Tel qu'usiné (finition par défaut du coté B = coté noyau)
PM-F1 : Principalement du SPI-C1, mais des signes de traces d'outil sous-jacentes peuvent être perceptibles à certains endroits (finition par défaut du coté A = coté cavité)
PM-T1 : SPI-C1 suivi d'une projection à petite vitesse de billes
PM-T2 : SPI-C1 suivi d'une projection à vitesse moyenne de billes
Si vous incorporez le bossage dans la paroi, vous devez le faire sans sections indésirables plus épaisses.
Concevez des bossages et des nervures de manière à ce qu'ils représentent 40 à 60% de l'épaisseur de la paroi. Les bossages peuvent être renforcés avec des goussets (ou nervures) plutôt que par l'utilisation de parois plus épaisse.
Fixez les bossages aux parois avec de courtes brides (ou nervures)
Créez des caractéristiques de "contre-dépouilles" qui peuvent être moulées en utilisant des buses à obturation coulissantes dans des moules par traction directe. Maintenez une dépouille de 3 degrés au minimum sur les buses d'obturation.
Noyautez les sections épaisses
Des charnières tournantes impartissent de la fonctionnalité mais les pièces peuvent être difficiles à remplir. Elles fonctionnent le mieux lorsqu'elles sont en polypropylène ou en polyéthylène.
Source protomold : protomold
Protomold utilise des alliages d'aluminium de pointe, un usinage sur machine CNC à grande vitesse et une utilisation sélective de l'usinage par électro-érosion (EDM), pour créer rapidement les moules à injection utilisés pour la fabrication des pièces.
73370 Le Bourget du Lac, France
voir aussi : Epaisseur de paroi et les
congés
Glossaire/glossary : Spéciale plasturgie